مشاوره تخصصی خرید انواع بلبرینگ؛ همین حالا تماس بگیرید:
نصب بلبرینگ یک فرآیند ظریف است که باید با دقت انجام شود تا از آسیب به بلبرینگ و عملکرد صحیح آن جلوگیری شود.ما در این مقاله به طور دقیق و اصولی به بیرون آوردن بلبرینگها و روشهای صحیح و استاندارد نصب و جازدن بلبرینگها پرداختهایم.
مجموعه: بلبرینگ، هوزینگ و شفت یک دستگاه از حساس ترین اجزای آن است. این مجموعه نقشی مهم در عملکرد ماشین آلات صنعتی دارد. هنگام تعویض بلبرینگ باید توجه مضاعف داشته باشید تا به هیچکدام از اجزای این مجموعه آسیبی وارد نشود.
در هنگام بیرون درآوردن بلبرینگ باید حتماً از دستگاه بلبرینگ کش استفاده کرد. زیرا روشهایی مانند بریدن با اره رادیال یا بیرون آوردن با ضربات چکش باعث آسیب رسیدن به شفت و کاهش عمر بلبرینگ جایگزین میشود.
درآوردن و جا زدن بلبرینگها اگر بهصورت صحیح و اصولی انجام نشود موجب کاهش عمر شدید بلبرینگ و اختلال در عملکرد دستگاه میشود.
نکته: باید توجه داشت که یک عامل مهم در عملکرد و طول عمر بلبرینگ نحوهٔ بیرون درآوردن و جا زدن آن بهصورت صحیح است.
چگونگی عملکرد بلبرینگ شدیداً وابسته به شرایط نصب و جازدن بلبرینگ در شرایط کاربرد آن است. بهمنظور راهنمایی، هدایت و تثبیت شفت دوران کننده حداقل به دو بلبرینگ با فاصله مرکزی مناسب نیاز است. همچنین در نظر داشته باشید که به دلیل تلورانسهای ماشینکاری عموماً فواصل مراکز نشیمنگاههای بلبرینگ در شفت و محفظه یکسان نبوده و یا تغییر دمای عملکرد عامل ایجاد انبساط و انقباض حرارتی و تغییر تلرانس میشود. لذا این اختلاف با یکی از حالات مختلف چیدمان بلبرینگها که در ذیل عنوان شده است، جبران میگردد:
- چیدمان یا نصب و جازدن بلبرینگها بهصورت شناور – تثبیتکننده
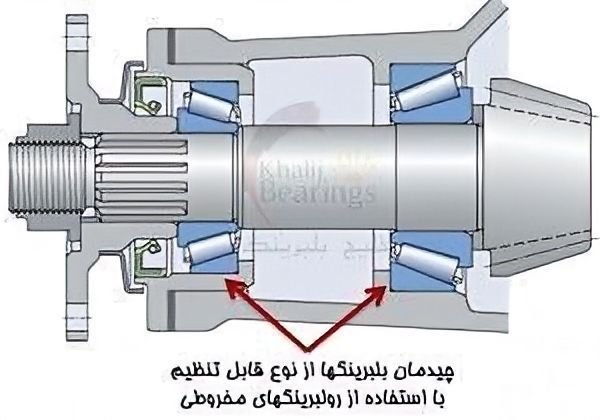
- چیدمان یا نصب و جازدن بلبرینگها بهصورت قابل تنظیم
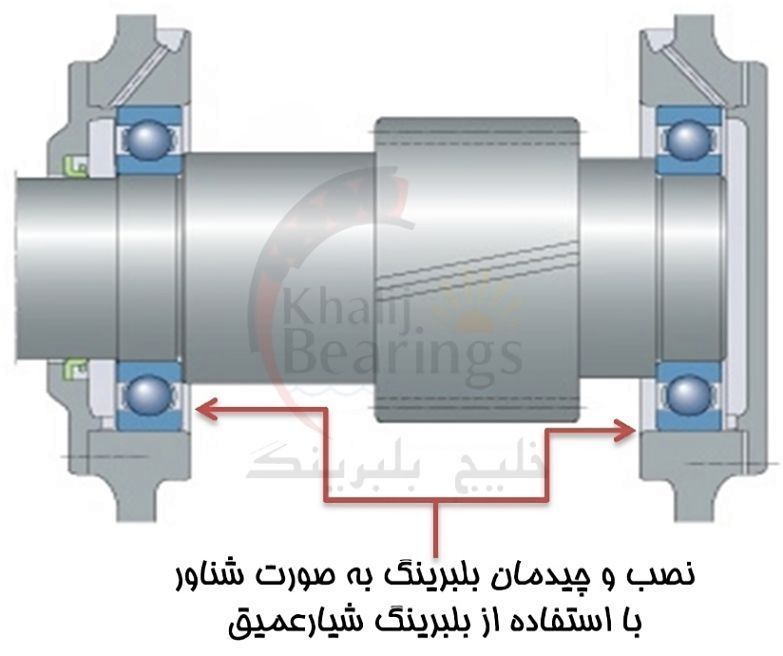
- چیدمان یا نصب و جازدن بلبرینگها بهصورت شناور
در چیدمان بلبرینگها بهصورت شناور–تثبیتکننده، بلبرینگ تثبیتکننده وظیفه حفظ موقعیت مکانی شفت، تحمل نیروی شعاعی و خصوصاً محوری را دارد. لذا در انتخاب این بلبرینگ نکاتی از قبیل: قابلیت پذیرش نیروی محوری، میزان لقی یا تلرانس داخلی، جدا نشدن کنس بلبرینگ بیشتر موردتوجه قرار میگیرند.
در سمت مقابل که بلبرینگ شناور یا آزاد قرار داشته، پوششدهنده تغییرات طولی در محور تحتتأثیر انبساط و انقباضهای حرارتی و خطاهای تلرانسی ناشی از ساخت شفت و محفظه است. لذا تحت چنین شرایطی نصب این بلبرینگها تحمل نیروهای محوری را نداشته و بهمنظور امکانپذیری حرکت محوری از بلبرینگهایی با این قابلیت که حلقه خارجی و داخلی آن در هنگام نصب و جازدن جداشونده بوده استفاده میشود. یا تلرانس بین محفظه و کنس خارجی بلبرینگ آزاد در نظر گرفته میشود (بسته به این که کدام کنس بلبرینگ تحت اثر بار نقطهای است در برخی موارد تلرانس بین محور و حلقه داخلی آزاد در نظر گرفته میشود).
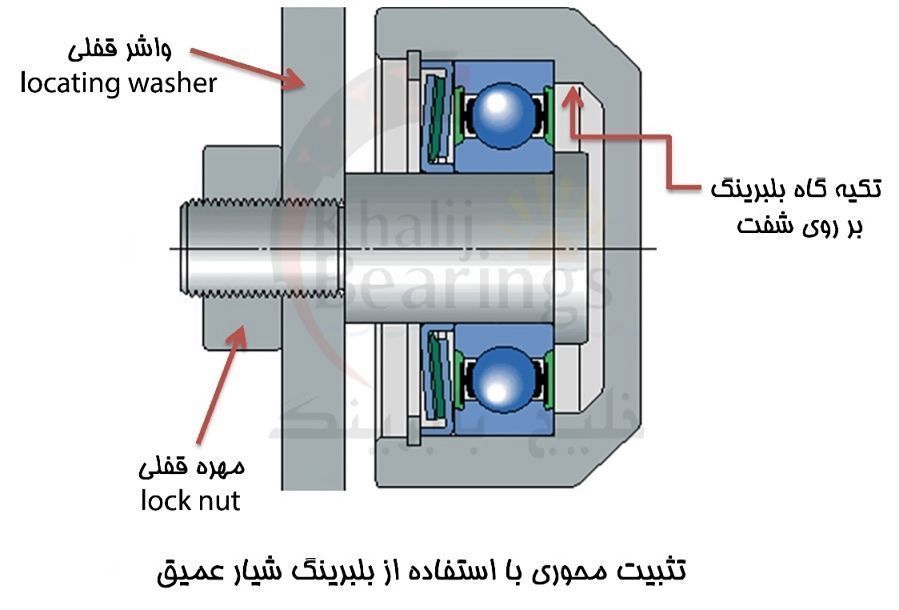
برای نصب و جازدن بلبرینگ بر روی شفت، استفاده از انطباق تداخلی بین بلبرینگ، شفت و محفظه بهتنهایی جهت محکم کردن بلبرینگ بر روی شفت کافی نیست. خصوصاً در مواقعی که خود بلبرینگ هم نقش محکم کننده و نگهدارنده شفت را بر عهده داشته باشد هیچگونه جابهجایی محوری مجاز نیست. در بلبرینگهای شناور نیز یکی از کنس های بلبرینگ (معمولاً کنس داخلی) باید محکم شود و کنس دیگر امکان حرکت داشته باشد. آن کنس از بلبرینگ که با انطباق تداخلی نصب میشود معمولاً تکیه گاهی نظیر یک لبه یا پله بر روی شفت یا در داخل محفظه دارد و از سوی دیگر با یک واشر قفلی (Locating Washer) و مهره قفلی (Lock nut) محکم میشود.
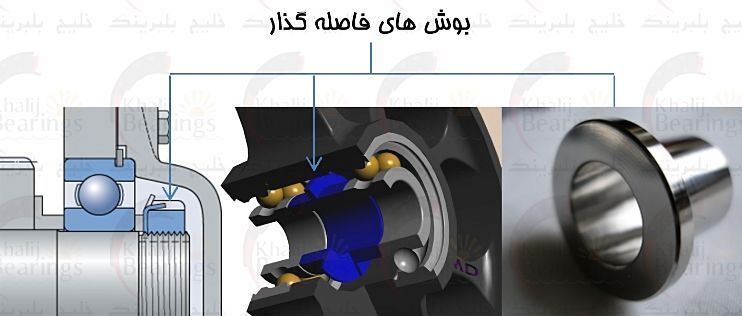
استفاده از انطباق تداخلی جهت نصب و جازدن بلبرینگ بر روی شفت یا محور استفاده از بوش فاصله گذار و خار فنری یا خار چفت کننده برای محکم کردن بلبرینگ بر روی شفت گاهی اوقات برای نصب بلبرینگ و محکم کردن آنها بر روی شفت استفاده از بوشهای فاصله گذار (Space sleeves) آسانتر از کاربرد شفت (محور) یا محفظه پلهدار است.
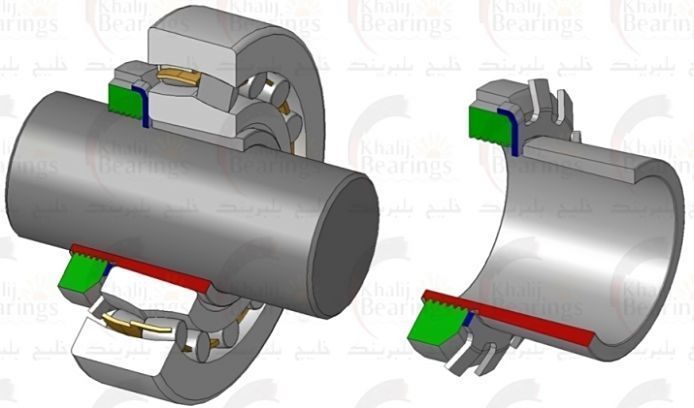
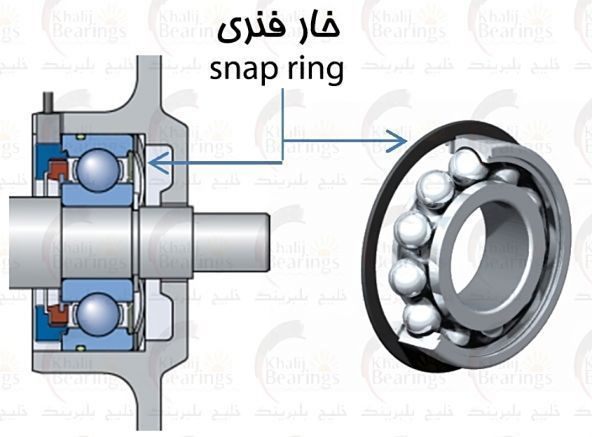
روش دیگر استفاده از خار فنری (Snap ring) است که به دلیل وجود لقی بین جای خار و خار دقت محوری کمتری ایجاد میکند. کاربردهای مهره چاکنت یا قفلی، بوش واسط بلبرینگ و بوش کششی برای محکم کردن بلبرینگ برای نصب صحیح بلبرینگهایی که دارای سوراخ داخلی مخروطی یا بهاصطلاح کونیک دار (K) بر روی شفت مخروطی (شیبدار) از یکمهره قفلی یا مهره چاکنت برای محکم کردن بلبرینگ استفاده میشود.
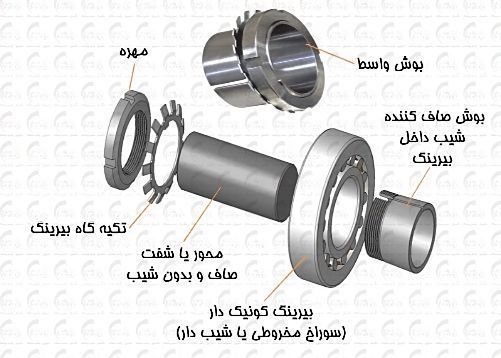
همچنین در روشهای نصب صحیح بلبرینگها، همان بلبرینگهای با سوراخ داخلی مخروطی با استفاده از بوش واسط (Adapter Sleeve) و مهره قفلی بر روی شفت صاف و بدون شیب نصب میشوند. در جائیکه شفت سطح صاف و بدون لبه داشته باشد از اصطکاک بین شفت، بوش و بلبرینگ جهت محکم کردن بلبرینگ بر روی شفت یا محور استفاده میشود. در صورت استفاده از بوش کششی کنس داخلی بلبرینگ باید به یک لبه یا پله متکی باشد.
ازآنجاییکه نحوه استفاده و بهکارگیری بلبرینگها در مقایسه با سایر قسمتهای مختلف ماشینآلات از دقت بسیار بالایی برخوردار است لذا در نحوه استفاده و کاربرد بلبرینگها، شرایط نگهداری ویژهای لحاظ میگردد. انتخاب و نحوه استفاده بلبرینگها یکی از مهمترین و اساسیترین پارامترهای صنعتی در جهان است که بسیاری از کمپانیها و کارخانههای صنعتی در جهان از یک تیم اختصاصی مهندسی بلبرینگ بهره میبرند. وظیفه تیم مذکور فقط و فقط بررسی و مدیریت بهبود شرایط و کاربرد بلبرینگها است. لذا اهمیت نحوه استفاده و بهکارگیری بلبرینگها بیشازپیش موردتوجه صنایع مختلف جهان قرار گرفته و هرروزه شاهد پیشرفت و پیشبرد بهتر این تکنولوژی هستیم.

اصول و موارد ایمنی در نصب و جازدن بلبرینگ را در چک لیست ذیل بصورت خلاصه ذکر کرده ایم.
چک لیست نصب بلبرینگ
- محیط کاربر بلبرینگها همواره تمیز نگاه داشته بشود و دور از گردوغبار، براده فلزات و رطوبت باشد.
- نگهداری بلبرینگها بادقت انجام شود. درصورتیکه در محیط نا صاف و کج قرار بگیرند، بر اثر ضربات ترکهایی در واحد میکرومتر میخورند.
- از ابزارها و تجهیزات مناسب برای نصب و جازدن بلبرینگ و درآوردن آن استفاده شود.(ابزارهای جا زدن بلبینگ ها کیت های ضربه ای – گرمکن بلبرینگ – ابزارهای هیدرولیکی)
- توسط فرد مجرب و یا آموزشدیده بکار گرفته شود. جازدن و نصبب بلبرینگها بهصورت کاملاً صحیح انجام شود.
- شرایط استاندارد نحوه استفاده و بهکارگیری بلبرینگها رعایت شود.
- تمیزکردن بلبرینگ و قطعات مجاورآن مرتباً انجام شود.
- بازرسی، تعمیر و نگهداری (بازرسیهای دورهای) مرتباً انجام شود.
- درآوردن و خارجکردن بلبرینگها بادقت انجام شود (ابزارآلات دراوردن بلبرینگ ها گرمکن های مهر ای و انواع بلبرینگ کش ها)
- افزودن یا تعویض روانکار بلبرینگ فراموش نشود.
- بلبرینگها در دمای بالا بکار گرفته نشوند. چنانچه دمای کاربرد بلبرینگ بیش از ۱۲۰ درجه سانتیگراد باشدممکن است سختی آن کاهشیافته و باعث کوتاه شدن عمر بلبرینگ شود.
لازم است که همه اجزا را از نظر آلودگی و آسیب بازرسی کنید. قبل از نصب بلبرینگها، مطمئن شوید که هنوز دربستههای اصلی قرار دارند تا از آلودگی جلوگیری شود. نقشهها را بررسی کنید تا جهتگیری صحیح بلبرینگها در مجموعه مشخص باشد. و هنگامی که همه چیز را آماده کردید، یاتاقانها را از بستهبندی خارج کرده و قبل از نصب آنها را بررسی کنید. اگر بلبرینگها قبلاً باز شدهاند باید بدانید که خطر آلودگی یا آسیب وجود دارد. قبل از نصب آنها را بشویید و خشک کنید. قسمتی از دستگاه که بلبرینگها در آن نصب میشوند را بررسی کنید. این دستگاه نیز باید تمیز، خشک و عاری از گردوغبار باشد. اگر نیاز به نصب محفظهها، شفتها یا آببندی دارید، مطمئن شوید که آنها تمیز و عاری از گردوغبار هستند. سوراخهای روغنکاری و سوراخهای رزوه شده را برای وجود آثاری از مواد از مجموعههای قبلی بررسی کنید.
توجه: بلبرینگهای جدید ممکن است با مواد نگهدارنده پوشانده شوند. در بیشتر موارد، تا زمانی که سطوح بیرونی و سوراخ شده را پاک کنید، نیازی به شستن آن نیست. بااینحال، لازم است مجدداً بررسی کنید که آیا روانکنندهای که قصد استفاده از آن را دارید با ماده نگهدارنده سازگار است یا خیر. اگر نه قبل از نصب بلبرینگ باید آن را بشویید و خشک کنید. این در مورد بلبرینگهای دارای مهروموم و سپر صدق نمیکند. وقتی همه اینها انجام شد، میتوانید به مرحله دوم فرایند بروید.
تلورانس ابعادی و هندسی قطعات در مجموعه باید قبل از شروع نصب بررسی شود. زیرا عملکرد بلبرینگها میتواند بهشدت توسط اجزای مرتبط با انتخاب نامناسب تحتتأثیر قرار گیرد. تلرانس بلبرینگها بر اساس کلاسهای تحمل، همانطور که در استانداردهای ISO 492 (بلبرینگهای شعاعی) و ISO 199 (یاتاقانهای رانش) تعریف شده است، توصیف میشود. این کلاسها ازآنجاییکه بر کاربرد بلبرینگها تأثیر میگذارند مهم هستند. همانطور که میدانید، تلرانس بلبرینگ به سه جنبه دقت اشاره دارد: دقت ابعاد خارجی، دقت ماشینکاری و دقت در حال اجرا.
دقت ابعادی ابعاد خارجی یاتاقان مانند قطر سوراخ، قطر بیرونی، عرض حلقه داخلی و عرض حلقه بیرونی را نشان میدهد. این پارامتر برای تعیین تناسب شفت و محفظه در مجموعه بلبرینگ مهم است. دقت ماشینکاری دقت فرایند تولید را میدهد و هنگام انتخاب تلورانسها برای شفتها و محفظهها مهم است. این پارامتر تغییرات ابعاد را هنگام مقایسه یک یاتاقان با دیگری اندازهگیری میکند. برای مثال میتوان از تغییرات عرض حلقه داخلی و خارجی نام برد.
دقت دویدن یا خروجی شعاعی و خروجی محوری برای حلقه داخلی و خارجی، خروجی جانبی برای حلقه داخلی و خروجی قطر بیرونی برای حلقه بیرونی را اندازهگیری میکند. این پارامتر برای بهحداقلرساندن لرزش و ناهماهنگی در یک مجموعه اهمیت دارد.
برای کاربردهایی که به چرخش و سرعت عملیاتی متوسط نیاز دارند، بلبرینگهایی با کلاس تحمل معمولی انتخاب خوبی هستند. بااینحال، برای کاربردهایی که بهدقت بیشتری نیاز است، باید بلبرینگی با کلاس تلرانس دقیقتر انتخاب کنید. کلاس تلورانس ۶ به معنای دقت کمتر از کلاس تلورانس ۴ است و کلاس تحمل معمولی دقت کمتری نسبت به کلاس ۶ دارد.
کلاس تحمل یاتاقان باید بر اساس الزامات کاربردی برای پارامترهای ذکر شده قبلی انتخاب شود. ازآنجاییکه عملکرد خوب یاتاقان به پایبندی به اتصالات حلقهها بستگی دارد، انتخاب اتصالات باید قبل از نصب بلبرینگ انجام شود. حلقهها باید بهخوبی در مجموعه پشتیبانی شوند، اما نه خیلی سفت، زیرا بسته به کاربرد، فاصله داخلی بلبرینگ تغییر میکند. بنابراین، فاصله باید با تناسب تطبیق داده شود. به این معنی که علاوه بر بررسی تلرانسها، باید مطمئن شوید که یاتاقان از فاصله مناسبی برخوردار است و اتصالات خیلی شل یا خیلی سفت نیستند.
مطمئن شوید که از تجهیزات حفاظت شخصی مناسب برای جلوگیری از صدمات و آلودگی محصول استفاده میکنید. دستکشها، کفشها و عینکهای ایمنی نهتنها ایمنی کارگران را افزایش میدهند، بلکه از آلودگی یاتاقانها به ذرات خارجی نیز جلوگیری میکنند. انتخاب روش نصب بستگی به نوع بلبرینگ دارد.
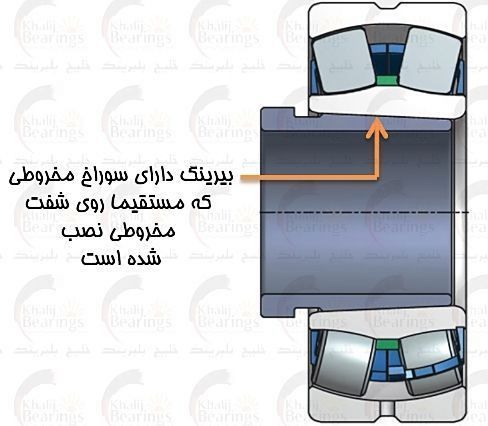
یاتاقانهای با سوراخهای استوانهای در بیشتر موارد با فشار دادن روی شفتها یا با گرمکردن آنها نصب میشوند. زیرا این کار باعث افزایش قطر میشود. بلبرینگهای با سوراخ مخروطی را میتوان مستقیماً روی محورهای مخروطی یا محورهای استوانهای با استفاده از آستینهای مخروطی نصب کرد.
توجه: ابزار پرس نباید روی حلقه بیرونی قرار گیرد، زیرا ممکن است به یاتاقان آسیب برساند. قبل از نصب توصیه میشود روغن را روی سطح شفت بمالید تا از جاگذاری صاف اطمینان حاصل شود. اگر پرس در دسترس نباشد، یاتاقانهای کوچک را میتوان با استفاده از چکش و ابزار نصب، مانند آستین نصب با صفحه صاف، نصب کرد. این امر توزیع یکنواخت نیرو را در کل محیط حلقه تضمین میکند و خطر آسیب رساندن به یاتاقان را کاهش میدهد.
این روش همچنین زمانی ترجیح داده میشود که یاتاقانها نیاز به اتصال محکم داشته باشند. اما هرگز نباید برای یاتاقانهای بزرگ استفاده شود. ابزار نصب باید همیشه روی حلقه داخلی قرار گیرد. برای یاتاقانهای جدانشدنی که نیاز به اتصال محکم دارند، ابزار نصب روی هر دو حلقه قرار میگیرد و همزمان با پرس هیدرولیک یا با پیچ نصب میشوند.
نصب سرد بلبرینگهای خود تراز با سوراخ استوانهای نیاز به استفاده از یک حلقه نصب میانی دارد که از حرکت حلقه بیرونی هنگام واردشدن دستگاه به محفظه جلوگیری میکند. یاتاقانهایی با قطر ۸۰-۲۰۰ میلیمتر اندازه متوسط و آنهایی که قطر آنها بیشتر از ۲۰۰ میلیمتر است بزرگ در نظر گرفته میشوند. برای هر دو دسته، نصب گرم مورد ترجیح است.
نصب گرم یاتاقانها با سوراخ استوانهای برای یاتاقانهای کوچک فقط زمانی اعمال میشود که به یک جای بسیار محکم نیاز باشد. بااینحال برای یاتاقانهای بزرگ، نصب گرم روش ترجیحی است. بلبرینگهای بزرگ را معمولاً نمیتوان بدون گرمکردن نصب کرد. زیرا نیروی موردنیاز برای نصب آنها بسیار زیاد است. دما ممکن است بسته به نوع بلبرینگ و سازنده متفاوت باشد. برای مثال، برای یاتاقانهای SKF، دمای گرمایش توصیهشده برای یاتاقانهای درپوشدار (با سپر یا مهروموم) ۸۰ درجه سانتیگراد و برای یاتاقانهای باز ۱۲۰ درجه سانتیگراد است.
برای روش نصب گرم، خطر گرمشدن بیش از حد بلبرینگها بهصورت موضعی وجود دارد. بنابراین برند SKF استفاده از بخاری القایی الکتریکی را برای گرمکردن یکنواخت دستگاهها توصیه میکند. با این روش، بلبرینگ از قبل گرم میشود، بنابراین حلقه داخلی منبسط میشود و نصب آن با سهولت بیشتری انجام میپذیرد.
از روشهای دیگری مانند گرمکردن بلبرینگ در روغن نیز میتوان استفاده کرد. اما در این حالت خطر آلودگی افزایش مییابد. اگر از صفحات داغ استفاده میشود، بلبرینگها باید چندین بار برگردانده شوند. لذا ترجیحاً برای جلوگیری از آسیب، حلقهای بین صفحه و یاتاقان قرار دهید. همچنین اگر بلبرینگها درپوش هستند مطمئن شوید که مهرومومها در تماس مستقیم نباشند.
بلبرینگهای با سوراخ مخروطی روی یک شفت مخروطی یا روی یک محور استوانهای با آداپتور یا آستین خروجی نصب میشوند. این کار همیشه با یک تناسب تداخل انجام میشود، درجه تداخل بر اساس میزان حرکت یاتاقان بر روی صندلی شافت مخروطی تعیین میشود. یاتاقانهای کوچک با قطر سوراخ کمتر از ۸۰ میلیمتر را میتوان با استفاده از ابزار اتصال یاتاقان یا مهره قفلی به روی صندلی هدایت کرد.
برای یاتاقانهایی که با آستین آداپتور نصب میشوند، باید از قلاب یا آچار ضربهای استفاده شود و برای آنهایی که با آستینهای خروجی نصب میشوند، ابزار اتصال یاتاقان یا مهره بهترین ابزار برای استفاده هستند. برای یاتاقانهای سایز متوسط با سوراخ مخروطی، ابزار مناسب نصب بلبرینگ، آچار ضربهای است. اما از روش درایو بالا و روش تزریق روغن نیز میتوان استفاده کرد.
دو تکنیک آخر برای یاتاقانهای سایز بزرگ نیز اعمال میشود. برای یاتاقانهایی با قطر سوراخهای بزرگتر از ۲۰۰ میلیمتر، مهرههای هیدرولیک توصیه میشود. در صورت لزوم، SKF استفاده از شفتها و آستینهایی با شیارها و مجاری را برای روش تزریق روغن توصیه میکند.
نصب یاتاقانهای بزرگ با استفاده از مهرههای هیدرولیک برای صندلیهای شفت مخروطی، آستینهای آداپتور و آستینهای خروجی انجام میپذیرد. مهره هیدرولیک بر روی یک بخش رزوه دار از شفت یا روی نخ آستین قرار میگیرد و روی حلقه داخلی یاتاقان یا روی شفت قرار میگیرد. هنگامی که روغن به مهره هیدرولیک پمپ میشود، پیستون بهصورت محوری جابهجا میشود. بنابراین حلقه داخلی از مخروطی بالا میرود و با خیال راحت و دقیق نصب میشود. در روش تزریق روغن (روش هیدرولیک)، همچنین برای یاتاقانهای بزرگ با سوراخ مخروطی، روغن تحتفشار بالا از طریق کانالها و شیارهای توزیع بین یاتاقان و صندلی تزریق میشود. این روغن یکلایه بین دو سطح تشکیل میدهد که اصطکاک را کاهش داده و نصب را آسان میکند.
بااینحال، توجه داشته باشید که برای این روش هم مجراها و هم شیارها باید از قبل بهعنوان بخشی از طراحی شفت در جای خود قرار داشته باشند. اگر چنین نبود قبل از انجام تزریق روغن لازم است شیارهای روغن، کانالهای تغذیه و اتصالات رزوه دار در شفت یا آستین ماشینکاری شوند.
چیدمان بلبرینگ یا نصب بلبرینگ از نوع قابل تنظیم عموماً شامل ترکیب متقارن دو بلبرینگ تماس زاویهای یا رولبرینگ مخروطی است که توسط مهره چاکنت یا مهره میزان لقی یا تلرانس داخلی و بار اولیه وارد بر بلبرینگ تنظیم میشود. همان گونه که قبلاً اشاره شد بلبرینگهای تماس زاویهای یک ردیفه و رولبرینگهای مخروطی علاوه بر بار شعاعی، بار محوری را هم در یکجهت تحمل مینمایند.
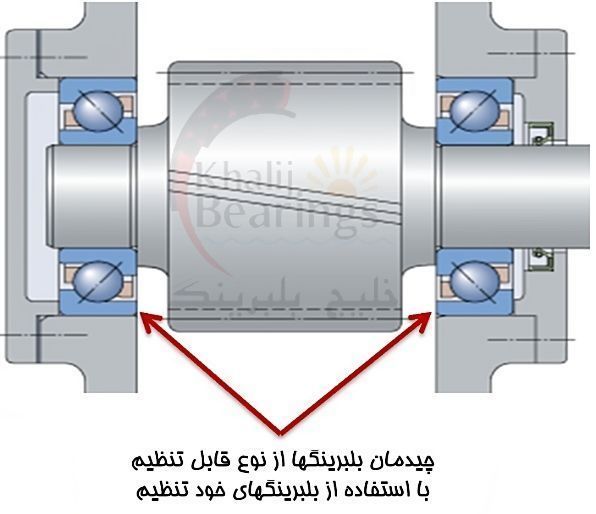
اعمال بار شعاعی بر بلبرینگ باعث ایجاد نیروی محوری نیز میشود که میبایست به طریقی مهار شود. به همین دلیل این نوع بلبرینگها بهصورت دوتایی بکار برده میشوند. استفاده از این نوع از انواع بلبرینگها بهصورت زوج در یک محل دقت بالایی را در موقعیتدهی محوری شافت (از دو سمت) و تحمل نیروی محوری قابلتوجهی را (از دو سمت) ایجاد مینمایند.
حالت پشتبهپشت (O arrangement) از استحکام بالاتری نسبت به حالت روبر (X arrangement) برخوردار بوده و جهت خنثی نمودن ممانهای سنگین مناسبتر است.
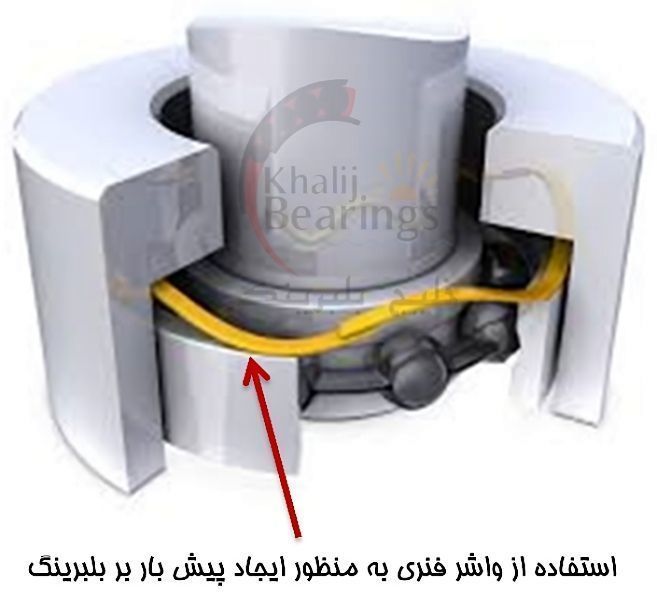
استفاده از واشر فنری بشقابی بهمنظور ایجاد پیش بار در بلبرینگ نیز قابلاجرا است که ویژگی الاستیکی واشر فنری سبب تطابق بلبرینگ با انبساطهای حرارتی مجموعه شده و همچنین در مواقعی که بلبرینگ در وضعیت سکون تحت ارتعاشات خطرناک قرار گرفته از این روش استفاده میشود. چنانچه در طراحی محور بیش از دو بلبرینگ بکار رود. فقط یکی از آنها بهعنوان تثبیتکننده بکار گرفته میشود. مگر این که بلبرینگهای تثبیتکننده در کنار یکدیگر قرار گرفته باشند. در طراحی بلبرینگهای تثبیتکننده میزان نیروی محوری وارد بر آن و دقت موقعیت محوری شفت حائز اهمیت است.
چیدمان یا نصب بلبرینگ بهصورت شناور در یک مجموعه دوران کننده (دستگاه در حال کار) در مواردی که دقت حرکت محوری شفت چندان حائز اهمیت نبوده راه حلی اقتصادی است. زیرا در این روش به دلیل زیاد بودن لقی یا تلرانسهای موجود قابلیت حرکت محوری شفت نسبت به محفظه بلبرینگ یا هوزینگ و یا نشیمنگاه بلبرینگ وجود خواهد داشت. به طور مثال بلبرینگهای شیار عمیق، بلبرینگهای خودتنظیم و رولبرینگهای کروی؛ بلبرینگهایی هستند که در چیدمان شناور بکار میروند (بلبرینگهای شناور) و انطباق یکی از کنس های دو بلبرینگ که عموماً کنس خارجی آن است بر روی محفظه یا هوزینگ، آزاد بوده تا قابلیت جابهجایی را به بلبرینگ بدهد.
به هرحال این لقی یا تلرانس بلبرینگ نباید آنقدر زیاد باشد که هنگام تغییر جهت نیروی محوری، شفت تقه بزند. در صورت بهکارگیری رولبرینگ استوانهای نوع NJ بهعنوان بلبرینگ شناور باتوجه به این که کنس داخلی و کنس خارجی بلبرینگ جدا شونده هستند میتوان کنس خارجی و داخلی آن را بر روی شفت و محفظه بهصورت پرسی جا زد. بلبرینگهای تماس زاویهای و رولبرینگ های مخروطی برای چیدمان بلبرینگ شناور مناسب نبوده زیرا نیاز به تنظیم دارند. برای خرید بلبرینگ اصل با کارشناسان ما تماس بگیرید.
نصب بلبرینگ از طریق سرد کردن بلبرینگ
یکی از روش های متداول برای جا زدن بلبرینگ ها در داخل محفظه ها روش منقبض کردن بلبرینگ ها میباشد؛ روش های گوناگونی برای سرد کردن و پایین آوردن دمای بلبرینگ های میباشد که عبارتند از:
- استفاده از دستگاه های مخصوص که شرکت های تولید کننده بلبرینگ ارائه میدهند.
- استفاده از یخ خشک، به این دلیل باید از یخ های خشک استفاده کرد که آنها هنگام ذوب شدن به گاز تبدیل میشود و هیچ رطوبتی را به بلبرینگ انتقال نمیدهد.
- استفاده از اسپری نیتروژن، این نوع اسپری های به سرعت دمای بلبرینگ را پایین آورده و آن را منقبض میکنند و یکی از راه های سریع سرد کردن بلبرینگ میباشد.
مطلب مفیدی بود.
سپاس از توجه شما.
دوستان توجه کنید نصب بلبرینگ کار هرکسی نیست کلی قلق داره. که با خوندن مطلب و ویدیو همه اش رو یاد نمیگیرید. اشتباه من رو تکرار نکنید.
بله دقیقا ، نصب و تعمیرات بلبرینگ نیاز به تخصص و تجربه دارد .باید با تعمیرکار مورد اطمینان مشورت کنید.
بله دقیقا نیاز به دانش و تجربه داره ، اگر اشتباهی در نصب صورت بگیره منجر به خرابی زودرس بیرینگ می شود
Salam alliiii bud merc.
سپاس خوشحالیم مطالب ما مفید بوده
سلام . برای جازدن بلبرینگ داخل یک قطعه سوراخ شده به قطر ۳۵ چند صدم قطر سوراخ شود برای بلبرینگ ۳۵ در حالت کمی پرسی جا رود ممنونم
سلام وقتتون بخیر سوراخ قطعه باید همون ۳۵mm باشه و بلبرینگ را با پرس و یا گرم کردن اطراف سوراخ قطعه جایگذاری کنید.
در موارد استفاده از رولبرینگ بشکه ای که از مهره H استفاده می کنیم تا چه اندازه باید مهره رو سفت کرد؟؟
در واقع میزان لقی رو که باید در نظر بگیریم چقدر است؟؟؟
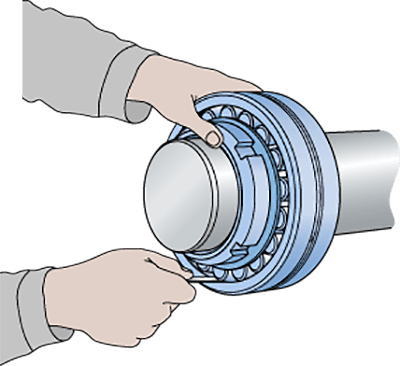
شماتیک سوال من اولین تصویر همین مقاله هست که طرف با فیلر این کار رو انجام میده
سلام مطلب مفیدی بود
سوالی داشتم: یک کاسه ساچمه مربوط به توپی دوچرخه است تلورانس کاسه ساچمه با حفره توپی چقدر باید باشد؟
سلام.در رولبرینگهای دو تیکه که کونس روی شافت با گرم کردن کونس انجام میشود و اندازه آن بزرگه برای الکتروموتورهایm.v قسمت دوم که محورساچمه هاست در قاب یا همون بریکت با چه مقدار فشار باید جا انداخت آیا با پرس و فشار زیاد یا اینکه با چکش تفلنی وفشار نه چندان زیاد باید این کار انجام شود؟
من میخام جک صندلی چرخدار اداری یا ارایشگاهی را که بالا وپایین میشه را ببندم محتویاتش سه عدد اسپرنگ ویک بلبرینگ چهار ساچمه ای و یک واشرپلاستیکی کلفته نحوه چیدمان واخرکار هم یک خار یا قفل به انتهای جک
آیا بلبرینگ ۴۲۰۵ c4 در فروشگاه شما موجود هست؟
منظورتون ۶۲۰۵ هستش ؟